Savaşıyor musun döküm hataları bunu tehlikeye atıyor CNC işleme projeleriniz mi? Tanımlamak ve çözmek 17 tür döküm hatası üretim kalitenizi ve verimliliğinizi dönüştürebilir. Bir üretici olarak, kusursuz dökümlerin başarınız için ne kadar kritik olduğunu biliyorum. Gerçek dünya endüstri uzmanlığından yararlanarak, bu kılavuz şunlara dalıyor: nedenleri, çözümler, ve önleme Bu kusurlar için stratejiler, üstün sonuçlar elde etmeniz için sizi güçlendiriyor. Otomotiv, havacılık veya inşaat sektöründe olmanız fark etmeksizin, ustalaşmak metal döküm kalite kontrolü oyun değiştirici bir faktör. Gelin, bunu keşfedelim 17 tür döküm hatası ve HYCNC'nin kusursuz parçaları nasıl sağladığını—zanaatınızı yükseltmek için okumaya devam edin!
Döküm Hataları Nelerdir ve Neden Önemlidirler
Hiç bazı metal parçaların neden kalite beklentilerinizi karşılamadığını veya beklenenden daha erken arızalandığını merak ettiniz mi? Döküm hataları genellikle bunun nedenidir. Basitçe söylemek gerekirse, döküm hataları, bir metal dökümün yüzeyini, mukavemetini veya genel performansını etkileyen düzensizlikler veya kusurlardır. Bu kusurlar, küçük yüzey deliklerinden ilk bakışta görünmeyen iç çatlaklara kadar değişebilir.
Bu kusurlar neden bu kadar önemli? Çünkü bunlar parçanın yapısal bütünlüğünü doğrudan etkiler, kritik uygulamalarda olası arızalara yol açar. Buna ek olarak, kusurlar hurda ve yeniden işleme nedeniyle üretim maliyetlerini artırır. Belki de en önemlisi, bunlar müşteri güvenini zedeler ürünler beklentileri karşılamadığında.
CNC işlemede, hassasiyet ve dayanıklılık önemli olduğundan, döküm hatalarını yönetmek çok önemlidir. Uygun kontrol olmadan, kusurlu bir dökümü işlemek, kusurlu bir temel üzerinde çalışmak anlamına gelir ve ürünün daha sonra arızalanma riskini taşır.
İşte HYCNC'nin öne çıktığı nokta. titiz kalite kontrol süreçlerimiz döküm hatalarını erken yakalar ve en aza indirir - hassas kalıp tasarımı, kontrollü malzeme taşıma ve son teknoloji denetim yöntemleri kullanarak. Bu, teslim ettiğimiz parçaların sadece kusursuz görünmesini değil, aynı zamanda baskı altında güçlü durmasını sağlar.
İşlemeden önce kusurları gidererek, hem spesifikasyonlarınızı hem de teslim tarihlerinizi karşılayan güvenilir, yüksek performanslı metal parçalar elde etmenize yardımcı oluyoruz.
Döküm Hatalarının 17 Türü Nedenleri ve Çözümleri

1. İğne Delikleri
Açıklama: Döküm yüzeyinde sıkışmış gazdan kaynaklanan yaklaşık 2 mm'lik küçük delikler.
Nedenler: Kalıplarda yüksek nem ve erimiş metalde çözünmüş hidrojen gibi gazlar.
Çözümler: Kalıp havalandırmasını iyileştirin, gaz giderme teknikleri kullanın ve kontrollü döküm sıcaklıklarını koruyun.
2. Hava Boşlukları
Açıklama: Daha büyük boşluklar, genellikle yüzeyin altında, sıkışmış gazlardan kaynaklanır.
NedenlerKalıp hataları
Çözümler: Kötü havalandırma, aşırı nem veya kalıpta ince kum taneleri.
Kalıp çözümleri
Açıklama: Yüksek geçirgenliğe sahip kum kullanın, uygun havalandırmayı sağlayın ve nem seviyelerini kontrol edin.
NedenlerKötü kalıp tasarımı veya döküm sırasında sıkışan gaz.
ÇözümlerKalıp tasarımını optimize edin ve daha iyi gaz çıkışı için yolluk sistemlerini geliştirin.
4. Çekme Boşluğu
AçıklamaMetal katılaşırken oluşan küçük boşluklar veya oyuklar.
NedenlerYetersiz besleme metali ve uygunsuz soğuma hızları.
ÇözümlerEtkili yolluk ve yükseltici sistemleri tasarlayın ve soğumayı yönetmek için soğutma blokları kullanın.
5. Açık Çekme Hataları (Borular ve Çökük Yüzeyler)
AçıklamaÇekmeden kaynaklanan yüzey boşlukları veya çöküntüler.
NedenlerYükseltici eksikliği ve kalıpta düzensiz soğuma.
ÇözümlerYükselticiler ekleyin ve döküm sırasında yönlü katılaşmayı sağlayın.
6. Kapalı Çekme Bozuklukları
Açıklama: Dökümün içindeki izole edilmiş sıcak noktalardan kaynaklanan iç boşluklar.
Nedenler: Kötü kalıp tasarımı ve yetersiz erimiş metal beslemesi.
Çözümler: Tahmini katılaşma modellemesi kullanın ve gerektiğinde alaşım bileşimini ayarlayın.
7. Soğuk Birleşme
Açıklama: İki erimiş metal akışının düzgün bir şekilde kaynaşmadığı çatlaklar veya dikişler.
Nedenler: Düşük döküm sıcaklıkları ve yüksek döküm hızı.
Çözümler: Döküm sıcaklığını kontrol edin ve kalıp doldurma tekniklerini optimize edin.
8. Eksik Döküm
Açıklama: Erimiş metalin kalıbı tam olarak doldurmaması nedeniyle oluşan eksik döküm.
Nedenler: Çok düşük döküm sıcaklığı veya kötü tasarlanmış kalıplar.
Çözümler: Düzgün akış için döküm sıcaklığını yükseltin ve kalıp tasarımını iyileştirin.
9. Kum Kalıntısı
Açıklama: Döküm yüzeyinin içinde sıkışmış kum parçacıkları.
Nedenler: Gevşek kalıp kumu veya çok hızlı döküm.
Çözümler: Uygun kum sıkıştırması ve kalıp yıkama veya no-bake kalıplama teknikleri kullanın.
10. Cüruf Kalıntısı
Açıklama: Dökümde sıkışmış cüruf gibi metalik olmayan malzemeler.
Nedenler: Erimiş metalin kötü sıyrılması ve kötü yolluk tasarımı.
Çözümler: Filtrasyon sistemleri kullanın ve döküm uygulamalarını iyileştirin.
11. Sıcak Gözyaşları
Açıklama: Döküm soğurken çekme gerilmesinden kaynaklanan çatlaklar.
Nedenler: Kötü kalıp tasarımı ve yüksek çekme gerilmesi alanları.
Çözümler: Kalıp tasarımını optimize edin ve gerilim giderme ısıl işlemleri uygulayın.
12. Sıcak Noktalar
Açıklama: Hızlı soğuma veya alaşım ayrışması nedeniyle oluşan sert alanlar.
Nedenler: Katılaşma sırasında düzensiz soğuma hızları.
Çözümler: Soğuma hızlarını kontrol edin ve döküm sonrası ısıl işlemler uygulayın.
13. Şişmeler
Açıklama: Döküm yüzeyinde çıkıntılar veya genişlemiş alanlar.
Nedenler: Aşırı kalıp nemi ve yetersiz havalandırma.
Çözümler: Kalıp nemini kontrol edin ve havalandırma tasarımını iyileştirin.
14. Kanatlar
Açıklama: Kalıp ayırma hatları boyunca bulunan ince metal çıkıntılar.
Nedenler: Yanlış kalıp montajı veya gevşek kalıp maçalari.
Çözümler: Hassas kalıp hizalaması sağlayın ve kalıp parçalarını sabitlemek için kilitleme özelliklerini kullanın.
15. Sıçan Kuyrukları ve Tokalar
Açıklama: Döküm yüzeyinde düzensiz çizgiler veya çatlaklar.
Nedenler: Düşük kum mukavemeti ve yüksek döküm sıcaklığı.
Çözümler: Yüksek mukavemetli kum kullanın ve döküm sıcaklığını optimize edin.
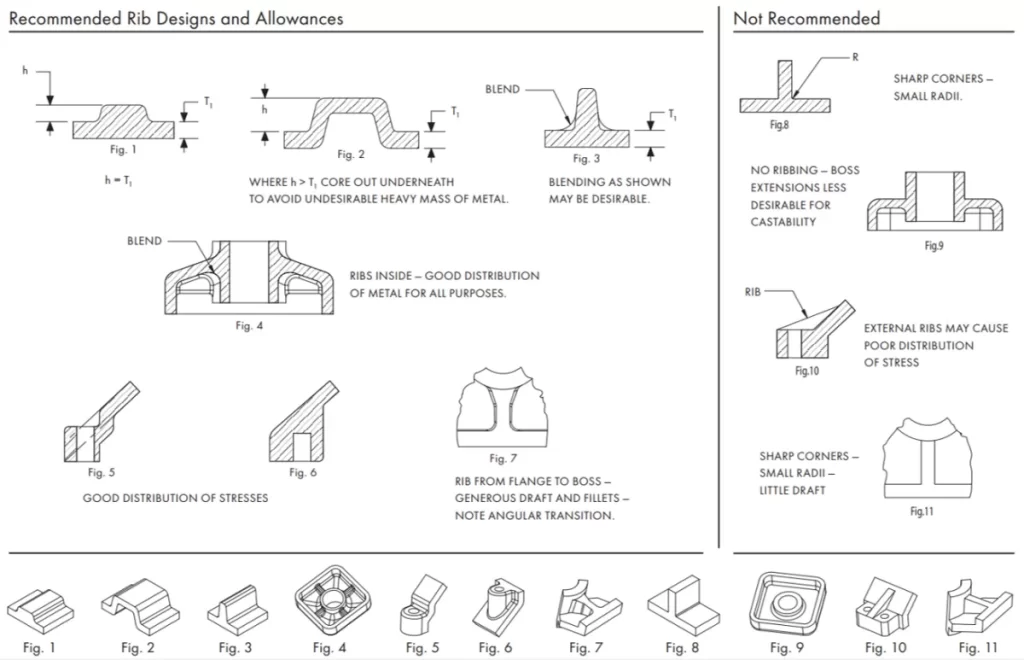
16. Eğrilme
Açıklama: Katılaşma sırasında veya sonrasında istenmeyen deformasyon.
Nedenler: Düzensiz soğuma hızları ve geniş düz döküm bölümleri.
Çözümler: Kaburgalar veya oluklu şekiller kullanarak düzgün soğuma için tasarım yapın.
17. Uyuşmazlık
Açıklama: Boyutsal yanlışlıklara neden olan yanlış hizalanmış kalıp yarıları.
Nedenler: Yanlış kalıp hizalaması ve döküm sırasında harici titreşimler.
Çözümler: Dübel pimleri veya kamalar kullanın ve dökmeden önce kalıp hizalamasını dikkatlice doğrulayın.
Metal parçalardaki yaygın kusurları önleme hakkında daha fazla bilgi için şuraya göz atın: metal döküm kalite kontrolü ve basınçlı döküm bilgileri.
Döküm Hataları Nasıl Tespit Edilir
Döküm hatalarını erken tespit etmek, kaliteli parçalar sağlamanın anahtarıdır. En yaygın yöntemler şunlardır:
- Görsel inceleme çatlaklar, gözenekler veya yanlış hizalamalar gibi yüzey kusurlarını tespit etmek için.
- X-ışını testi gözeneklilik veya inklüzyonlar gibi gizli iç kusurları ortaya çıkarmak için.
- Ultrasonik test yüzey altı çatlaklarını veya boşlukları tespit etmek için ses dalgalarını kullanan.
- Kızılötesi termografi sıcaklık farklılıklarını kontrol ederek düzensiz soğumayı veya sıcak noktaları belirlemek için.
- Sertlik testi malzeme tutarlılığını ve kusurlardan kaynaklanan olası zayıf noktaları değerlendirmek için.
Tahribatsız muayene (NDT), çıplak gözle görülemeyen sorunları yakalamada ve ileride maliyetli arızaları önlemede önemli bir rol oynar.
HYCNC'de, her parçanın katı kalite standartlarını karşılamasını sağlamak için bu gelişmiş muayene tekniklerini hassas CNC işleme ile birleştiriyoruz. Kapsamlı yaklaşımımız daha az kusur, daha iyi dayanıklılık ve güvenebileceğiniz parçalar anlamına gelir.
HYCNC ile Döküm Hatalarını Önleme
HYCNC'de döküm hatalarını önleme, akıllı süreç optimizasyonu ile başlar. En iyi sonuçları sağlamak için kalıp tasarımından malzeme seçimine ve kontrollü dökmeye kadar her adımı iyileştirmeye odaklanıyoruz. Uygun kalıp tasarımı, gaz sıkışması ve çekme sorunları gibi yaygın tuzaklardan kaçınmaya yardımcı olurken, kaliteli malzemeler seçmek, kirlilik veya inklüzyon risklerini azaltır.
Ayrıca, üretime başlamadan önce potansiyel sorunları yakalamak için gelişmiş bilgisayar simülasyonları ve tahmini modelleme kullanıyoruz. Bu, kusurları azaltmak ve genel kaliteyi artırmak için döküm sürecini optimize etmemizi sağlar.
Kaliteye olan bağlılığımız tasarım ve simülasyonun ötesine geçer. Sıkı toleransları karşılamak ve dayanıklı parçalar sunmak için yüksek kaliteli malzemeleri hassas CNC işleme ile birleştiriyoruz. Herhangi bir kusuru erken yakalamak için üretim boyunca titiz kalite kontrol önlemleri uygulanmaktadır.
Örneğin, bir otomotiv müşterisinin yolluk sistemini yeniden tasarlayarak ve kalıp havalandırmasını iyileştirerek döküm hatalarını önemli ölçüde azaltmasına yardımcı olduk. Bu sadece hurda oranlarını düşürmekle kalmadı, aynı zamanda parça performansını ve güvenilirliğini de artırarak yöntemlerimizin gerçek dünya uygulamalarında işe yaradığını kanıtladı.
HYCNC'yi seçmek, kusur önlemeye ve birinci sınıf metal döküm kalite kontrolüne öncelik veren uzmanlarla ortaklık kurmak anlamına gelir.
Döküm yöntemleri hakkında daha fazla bilgi için detaylı kılavuzumuza göz atın: döküm nedir.
Kusursuz Döküm ve CNC İşleme için Neden HYCNC'yi Seçmelisiniz?
HYCNC'de, baştan sona kaliteye öncelik veren döküm ve CNC işleme hizmetlerinde uzmanız. Ekibimiz, yaygın döküm kusurlarını belirleme ve önleme konusunda derin bir uzmanlığa sahiptir ve parçalarınızın hem performans hem de görsel standartları karşılamasını sağlar.
Çalışmalarımızı sıkı kalite güvence süreçleri, hızlı geri dönüş süreleri ve hassasiyetten ödün vermeden rekabetçi kalmanıza yardımcı olan uygun maliyetli çözümlerle destekliyoruz. İster prototiplere ister üretim çalışmalarına ihtiyacınız olsun, HYCNC güvenebileceğiniz parçalar sunar.
Döküm sürecinizi iyileştirmeye ve kusurları azaltmaya hazır mısınız? Ücretsiz bir DFM (Üretilebilirlik için Tasarım) analizi veya özel bir fiyat teklifi için bugün HYCNC ile iletişime geçin. Parçalarınızı en iyi sonuçlar için optimize edelim.